19 May 2026 Módulo 4 · Soldadura

13 May 2026
Inspección y control de calidad: visual (lupa/microscopio), test de continuidad, criterios de aceptación/rechazo
Una placa no está terminada cuando sueldas la última junta: está terminada cuando la has inspeccionado y verificado. La mayoría de fallos electrónicos no son del chip, son juntas frías, puentes o continuidades que faltan. Inspeccionar antes de dar tensión te ahorra quemar componentes y horas de depuración. El estándar de referencia en la industria es IPC-A-610 (Acceptability of Electronic Assemblies, la norma del consorcio IPC que define qué junta es aceptable y cuál no).
El 90% de los defectos se ven a simple vista o con un poco de aumento. Necesitas:
Limpia el flux residual antes de inspeccionar (artículo 4.4): una junta cubierta de flux brillante engaña.
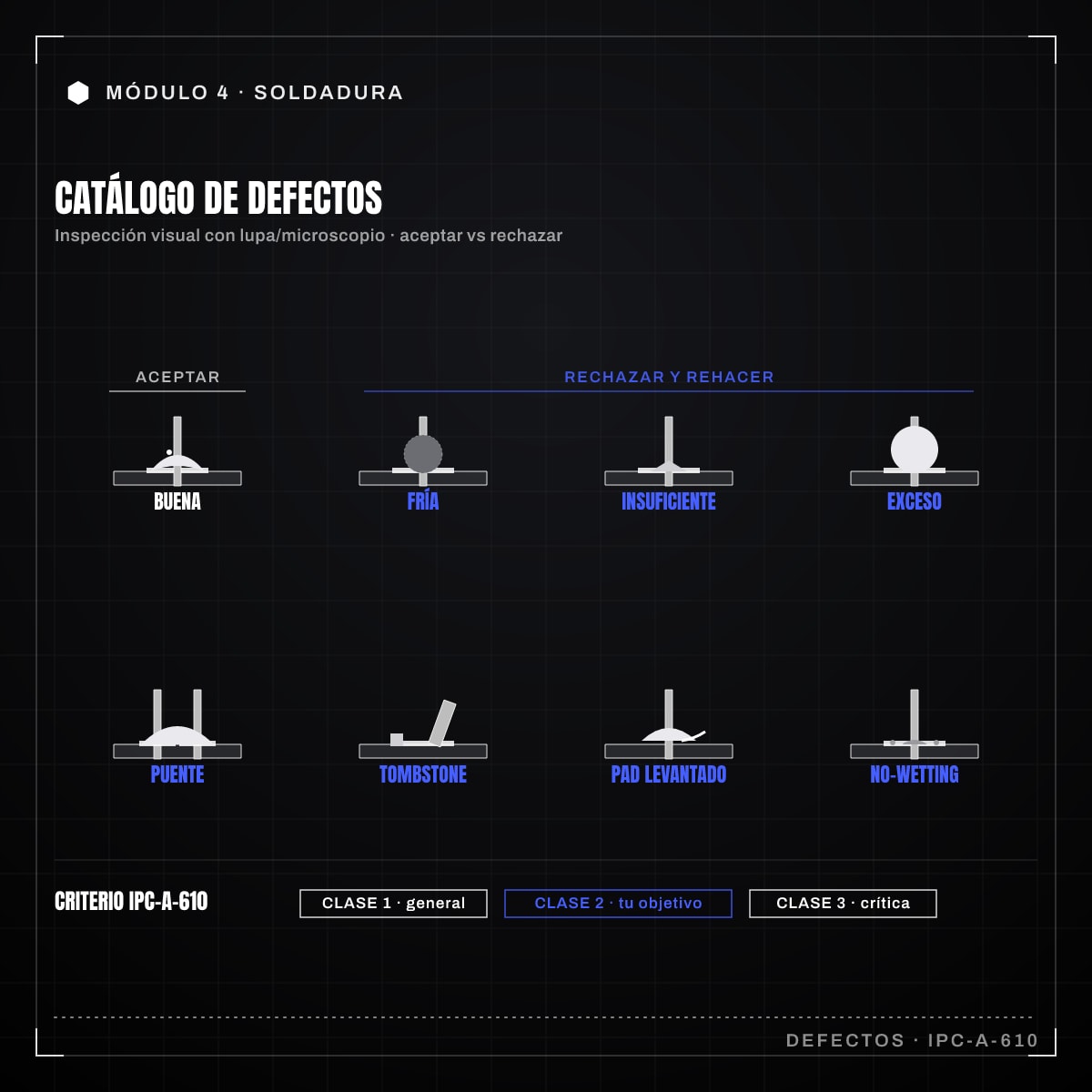
| Defecto | Aspecto | Causa | Solución |
|---|---|---|---|
| Junta fría | Mate, granulada, abultada en bola | Poco calor o movida al solidificar | Recalentar con flux |
| Junta insuficiente | Poco estaño, no rellena el cordón (fillet) | Falta de estaño o calor | Añadir estaño |
| Exceso de estaño | Bola grande que no deja ver el cordón | Demasiado estaño | Retirar con malla |
| Puente | Estaño uniendo dos pads/patillas | Exceso de estaño, falta de flux | Malla o arrastre con flux |
| Tombstoning | Pasivo SMD levantado de un extremo | Calentamiento desigual en reflujo | Recalentar ambos pads a la vez |
| Pad/pista levantada | Cobre despegado de la placa | Calor excesivo o tirón | Reparar con puente (art. 4.3) |
| No-wetting / dewetting | Estaño que no moja, se retrae | Superficie oxidada, sin flux | Limpiar, añadir flux, rehacer |
Una junta buena, según el criterio general de IPC-A-610, tiene un cordón cóncavo y continuo, moja bien tanto el pad como la patilla, y su superficie es lisa. Con plomo será brillante; sin plomo, mate y uniforme (eso es normal, no un defecto).
Lo que se ve bien puede estar eléctricamente mal, y al revés. El multímetro en modo continuidad (el del pitido) es tu segunda línea de defensa:
Para señales y alimentación, una vez pasada la continuidad, puedes medir tensiones con la placa alimentada, pero eso ya es depuración, no inspección.
IPC-A-610 define tres clases según la exigencia del producto:
Para tus montajes de taller, apunta a un criterio tipo Clase 2: juntas con cordón correcto, sin puentes, sin juntas frías y sin pads dañados. Como guía de aceptar o rechazar:
El exceso de estaño merece una nota: una bola enorme no es más fuerte ni más fiable; oculta el fillet, dificulta la inspección y puede esconder una junta fría debajo. Más estaño no es mejor.
Hacer de la inspección un paso fijo, y no algo que solo haces cuando algo no funciona, es lo que convierte el “a ver si arranca” en “sé que va a arrancar”. Diez minutos de lupa y multímetro valen más que una tarde de depuración a ciegas.

Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.