19 May 2026 Módulo 4 · Soldadura

18 May 2026
Estación de aire caliente: cuándo usarla, temperaturas, flujo. Precalentar planos de masa. Kapton para proteger componentes vecinos y plásticos
La estación de aire caliente no sustituye al soldador: lo complementa. En lugar de tocar con una punta, calientas con un chorro de aire la zona entera de un componente. Es la herramienta que te permite poner y quitar chips SMD de muchas patillas, componentes sin patillas accesibles (QFN y LGA, encapsulados cuyos contactos quedan bajo el chip, fuera del alcance de la punta) y piezas que no podrías alcanzar con la punta. También es la forma más rápida de desoldar componentes pequeños sin pelear con ellos uno a uno.
No para todo. La usas cuando:
Para juntas TH sueltas o un retoque puntual, el soldador sigue siendo más rápido y preciso.
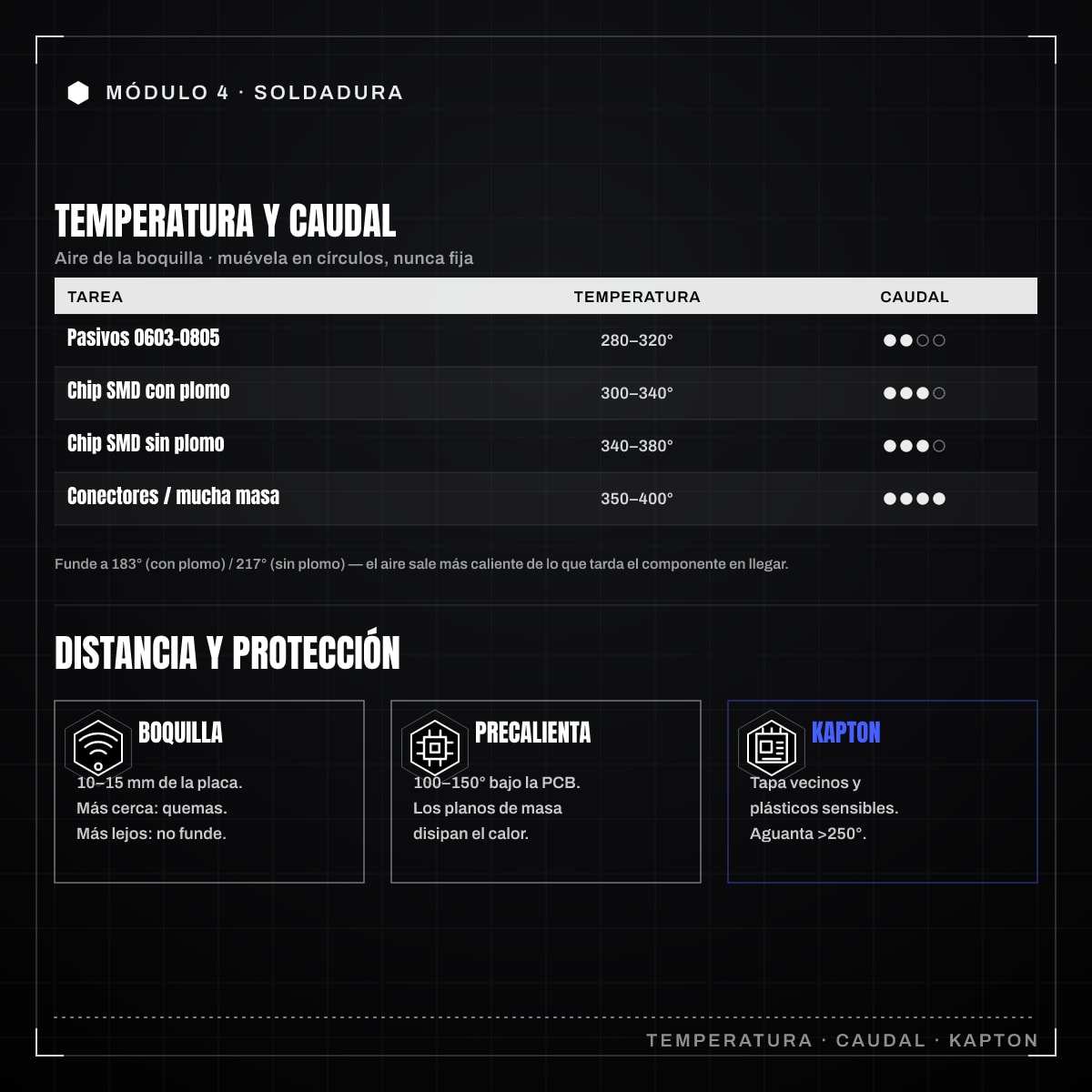
La estación tiene dos controles: temperatura del aire y caudal (flujo). Los dos importan. Mucho caudal a poca temperatura puede no fundir; mucho caudal sobre componentes ligeros los sopla fuera de su sitio.
| Tarea | Temperatura aproximada | Caudal |
|---|---|---|
| Componentes pasivos pequeños (0603-0805) | 280-320 °C | Bajo-medio |
| Chips SMD con plomo (Sn63/Pb37) | 300-340 °C | Medio |
| Chips SMD sin plomo (SAC305) | 340-380 °C | Medio |
| Conectores grandes / mucha masa térmica | 350-400 °C | Medio-alto |
Recuerda que estas temperaturas son del aire que sale de la boquilla, no de la punta de un soldador. El componente tarda en alcanzar la temperatura de fusión (183 °C con plomo, 217 °C sin plomo). Mueve la boquilla en círculos para repartir el calor, no la dejes fija apuntando a un solo punto.
Empieza con la boquilla a unos 10-15 mm de la placa. Si te acercas demasiado el aire se concentra y puedes quemar; si te alejas, el calor se dispersa y no funde.
El gran enemigo del aire caliente son los planos de masa. Un pad conectado a una capa grande de cobre disipa calor a toda velocidad, así que esa junta tarda mucho más en fundir que sus vecinas. Si subes la temperatura para vencerlo, recalientas y dañas el resto.
La solución es precalentar. Una placa precalentadora bajo la PCB la lleva a 100-150 °C antes de empezar. Así reduces el salto térmico que tiene que dar el aire caliente, el componente funde de forma uniforme y bajas el estrés térmico de toda la placa. Es casi obligatorio en placas grandes o con muchas capas. Si no tienes precalentadora, ayuda calentar la zona con la propia estación a baja temperatura durante unos segundos antes de subir.
El aire caliente no distingue tu componente objetivo de sus vecinos. La cinta Kapton (poliimida) aguanta temperaturas altas, por encima de 250 °C de forma continua. No es un material cualquiera: DuPont lo desarrolló en los años sesenta para la industria aeroespacial, recubrió el módulo lunar del programa Apolo y soporta un rango enorme, de −269 a +400 °C. Si protege a una nave del calor, blinda de sobra a tu componente vecino. La usas para:
Recorta la cinta a medida y pégala sobre lo que quieras blindar. Es fina, no deja residuo y se retira limpia. Para componentes muy ligeros cercanos, además de Kapton puedes sujetarlos con pinza mientras trabajas, porque el caudal de aire los puede desplazar.
Practica primero quitando componentes de una placa de desguace. Aprender a “leer” cuándo el estaño está líquido bajo el chorro de aire es la habilidad clave, y solo se gana repitiendo.

Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.