18 May 2026 Módulo 4 · Soldadura

19 May 2026
Soldadura básica: through-hole y SMD en placa de prácticas. Técnica TH (estañar, calentar, aplicar). Técnica SMD (arrastre, flux). Soldadura buena vs fría vs puente
Soldar bien no es magia ni pulso de cirujano: es entender que estás creando una aleación metálica entre el componente y la placa, y que esa aleación solo se forma si todo llega a la temperatura correcta. La mayoría de las soldaduras malas no vienen de un mal pulso, sino de no calentar lo que toca o de no usar flux. En este artículo trabajamos sobre una placa de prácticas con huecos through-hole (TH, de orificio pasante: la patilla atraviesa la placa) y pads SMD (surface-mount device, montaje superficial: el componente se pega sobre la cara de la placa) para que repitas el gesto hasta que salga solo.
El estaño no se “pega” porque toques con la punta: se funde porque el cobre y la patilla están lo bastante calientes para que el estaño moje la superficie. Por eso el truco es calentar la junta, no el estaño.
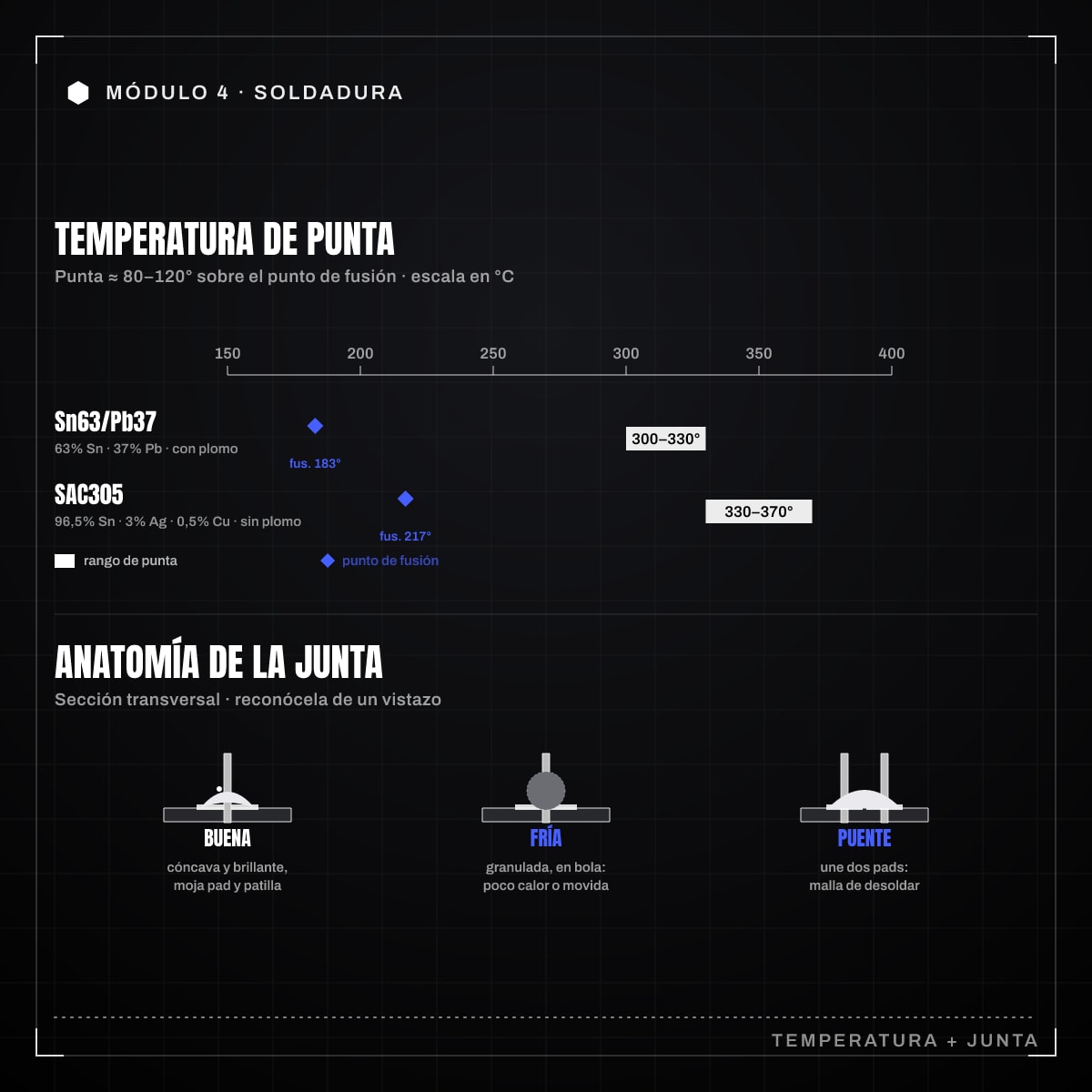
Las dos aleaciones que vas a ver:
| Aleación | Composición | Punto de fusión | Notas |
|---|---|---|---|
| Sn63/Pb37 | 63% estaño, 37% plomo | 183 °C (eutéctica) | Funde y solidifica a la vez, juntas brillantes |
| SAC305 | 96,5% Sn, 3% Ag, 0,5% Cu | 217-221 °C | Sin plomo, junta más mate, necesita más calor |
Como regla, pones la punta del soldador entre 80 y 120 °C por encima del punto de fusión de la aleación:
| Aleación | Temperatura de punta recomendada |
|---|---|
| Sn63/Pb37 (con plomo) | 300-330 °C |
| SAC305 (sin plomo) | 330-370 °C |
Si estás empezando, te recomiendo Sn63/Pb37: funde antes, perdona más y las juntas frías se ven mejor. Trabaja siempre con ventilación o extractor de humos, sea cual sea la aleación.
El estaño sin plomo no surgió por gusto: la directiva europea RoHS prohibió el plomo en la mayoría de la electrónica de consumo a partir de 2006, y de ahí que aleaciones como la SAC305 se convirtieran en el estándar industrial. En el banco, para aprender y para reparar, el plomo sigue siendo legal y bastante más cómodo.
El flux limpia el óxido de la superficie y permite que el estaño moje el metal. El hilo de estaño ya lleva flux en su núcleo (colofonia o rosin), pero para retoques y SMD te conviene flux extra. Tipos que verás:
Para un componente con patilla que atraviesa la placa:
Una junta TH buena tiene forma de pequeño volcán o cono cóncavo, brillante (con plomo) y con el estaño mojando tanto el pad como la patilla. Tiempo total: 2 a 3 segundos por punto. Si tardas más, bajas calor o tu punta está sucia.
Los componentes de montaje superficial van sobre la placa, sin patillas que atraviesen. Para un componente de dos terminales (resistencia, condensador):
Para chips de muchas patillas la técnica reina es el arrastre (drag soldering): pones flux abundante, una buena gota de estaño y arrastras la punta a lo largo de la fila. La tensión superficial y el flux reparten el estaño entre las patillas. Si quedan puentes, los quitas con malla de desoldar.
Aprende a distinguir el resultado de un vistazo:
El error más común del principiante es calentar el estaño en vez de la junta: el estaño se funde sobre una patilla fría, no moja, y obtienes una junta fría con aspecto de bola pegada. Calienta la junta, lleva el hilo al otro lado, y deja que el calor haga el trabajo.
Coge la placa de prácticas y haz al menos veinte juntas TH seguidas hasta que todas salgan iguales. Luego pasa a SMD empezando por resistencias 0805 (el código nombra el tamaño del encapsulado, aquí 0,08 por 0,05 pulgadas: grandes y fáciles) antes de bajar a 0603, que son más diminutas. Compara cada junta con la anterior: la repetición, no la teoría, es lo que te da el gesto.

Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.