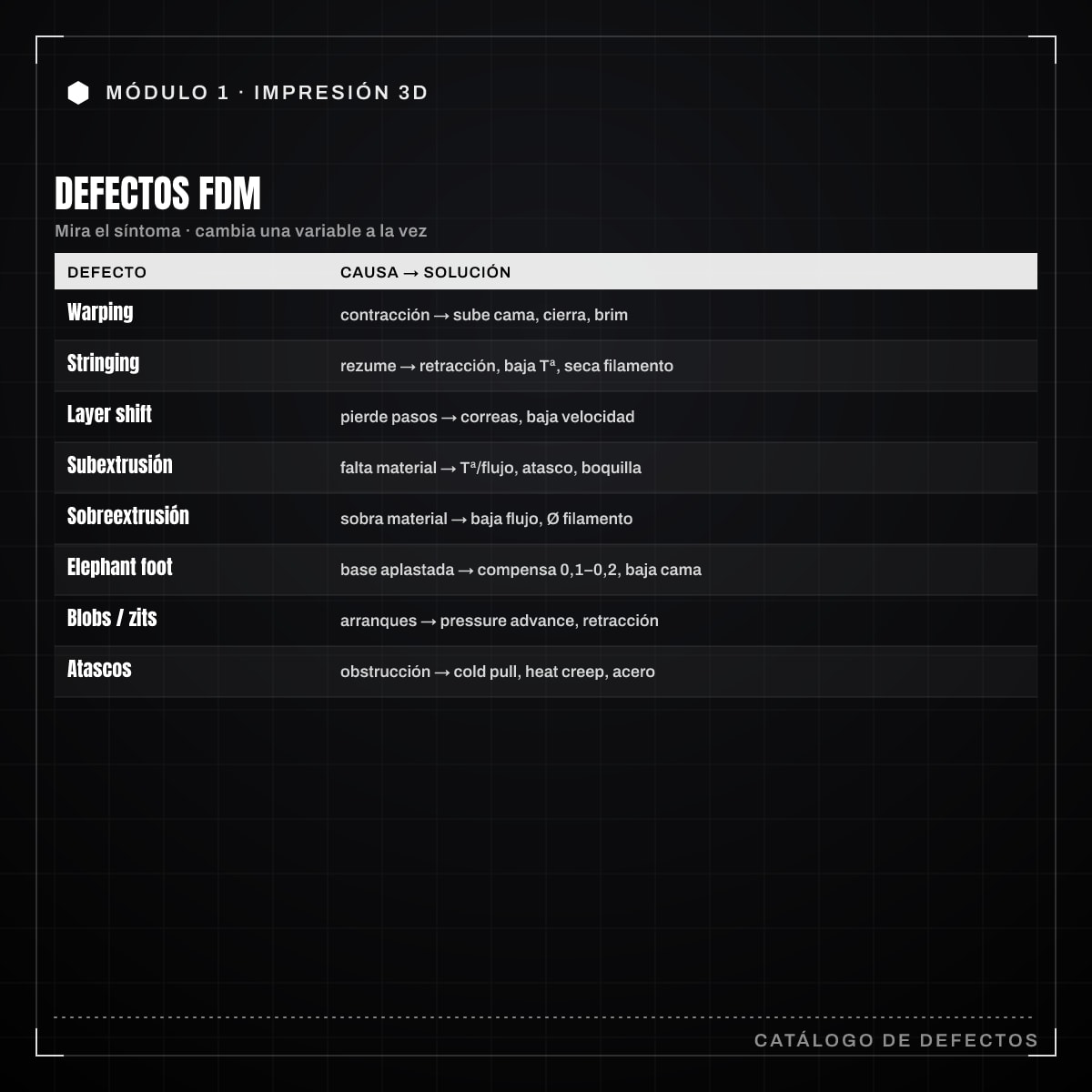
Troubleshooting: warping, stringing, layer shift, under/over extrusion, elephants foot, blobs, atascos
Todo el mundo que imprime en FDM se topa con los mismos defectos. La buena noticia es que cada uno tiene una causa identificable y un puñado de soluciones conocidas. Diagnosticar bien es cuestión de mirar el síntoma, aislar la causa y cambiar una variable a la vez. Cambiar cinco ajustes de golpe te deja sin saber cuál funcionó. Repasemos los problemas más habituales.
Warping (alabeo)
Las esquinas se levantan de la cama y la base se comba. Es contracción térmica: el material encoge al enfriar y tira hacia arriba.
- Sube la temperatura de cama al rango del material (PETG 70-80 °C, ABS/ASA 95-110 °C).
- Usa cerramiento con ABS y ASA: las corrientes de aire frío son la causa principal.
- Añade brim o balsa para más superficie de agarre.
- Limpia la cama (grasa) y nivela bien la primera capa.
- Reduce el ventilador de capa en las primeras capas.
Stringing (hilos)
Finos hilos de plástico cruzando huecos entre piezas o detalles. El material rezuma de la boquilla durante los desplazamientos.
- Aumenta o ajusta la retracción (distancia y velocidad).
- Baja la temperatura de boquilla unos grados: material demasiado caliente gotea más. El PETG es especialmente propenso.
- Seca el filamento: la humedad provoca hilos y chasquidos. Vital en PETG, nailon y compuestos.
- Activa wipe y combing (evitar viajar sobre huecos) en el slicer.
Layer shift (desplazamiento de capas)
A partir de cierta altura las capas salen corridas, como si la pieza se hubiera “deslizado”. El cabezal pierde pasos en X o Y.
- Revisa la tensión de las correas: flojas pierden posición.
- Baja la velocidad y la aceleración; el exceso provoca pérdida de pasos.
- Comprueba que nada obstruye el movimiento (cables, soportes despegados, una pieza levantada que el cabezal golpea).
- Verifica poleas y tornillos prisioneros de los motores.
Subextrusión (under-extrusion)
Sale menos material del necesario: paredes con huecos, capas finas, relleno débil.
- Sube ligeramente la temperatura o baja la velocidad: a alta velocidad el hotend no funde a tiempo.
- Revisa atascos parciales y limpia la boquilla.
- Comprueba el engranaje del extrusor (restos de filamento, tornillo flojo) y calibra el flujo / e-steps (los pasos del motor por cada milímetro de filamento empujado: si están mal, el extrusor mueve más o menos plástico del que cree).
- Descarta una boquilla desgastada o un filamento de diámetro irregular.
Sobreextrusión (over-extrusion)
Sale material de más: paredes abultadas, blobs, cotas exteriores grandes y elephant foot marcado.
- Baja el flujo (flow / multiplicador de extrusión) en pequeños pasos.
- Revisa que el diámetro de filamento configurado (1,75 mm) sea correcto.
- Baja un poco la temperatura si el material rezuma.
La base se ensancha respecto al resto: las primeras capas se aplastan por el calor de la cama y el peso.
- Activa la compensación de elephant foot en el slicer (Bambu Studio, OrcaSlicer, PrusaSlicer): suele bastar 0,1-0,2 mm.
- Baja la temperatura de cama ligeramente.
- Ajusta el Z-offset para no aplastar tanto la primera capa.
- Diseña un pequeño chaflán en las aristas inferiores.
Blobs y zits (granos)
Pequeños bultos o puntos en las paredes, normalmente donde la boquilla arranca o termina un perímetro.
- Ajusta los ajustes de coasting / wipe y la retracción.
- Activa el control de presión de avance (pressure advance / linear advance: anticipa y compensa el retardo entre lo que empuja el extrusor y lo que sale por la boquilla, de modo que arranques y frenos no dejen exceso ni falta de material); la P1S lo calibra de serie.
- Revisa la temperatura: demasiado alta favorece el rezume puntual.
Atascos (clogs)
El filamento deja de salir, total o parcialmente. Puede ser por temperatura, suciedad o material.
- Cold pull (limpieza en frío): calienta, baja a la temperatura de cold pull del material (lo bastante caliente para que el filamento siga blando pero ya no fluya) y tira del filamento de golpe para que arrastre la suciedad acumulada pegada a sus paredes.
- Comprueba que la temperatura es suficiente para el material que usas.
- Vigila el heat creep (la “fuga de calor”): el calor remonta por el heatbreak más arriba de lo debido y reblandece el filamento antes de tiempo, donde aún debería estar sólido, lo que lo atasca; un buen disipador y ventilación lo evitan.
- Con abrasivos, una boquilla desgastada se atasca: usa acero endurecido y revísala.
- Limpia restos de un material anterior al cambiar (un filamento de limpieza ayuda).
Método de diagnóstico
Convierte la frustración en proceso:
- Observa el defecto y compáralo con esta guía.
- Plantea la causa más probable.
- Cambia una sola variable y reimprime una pieza de prueba pequeña.
- Anota qué hiciste y el resultado.
- Repite hasta resolverlo.
Aprovecha los tests de calibración integrados en OrcaSlicer (temperatura, flujo, retracción, pressure advance): te dan valores objetivos en lugar de prueba y error a ciegas. Con paciencia y un cambio cada vez, no hay defecto FDM que se resista.