12 June 2026 Módulo 1 · Impresión 3D

07 June 2026
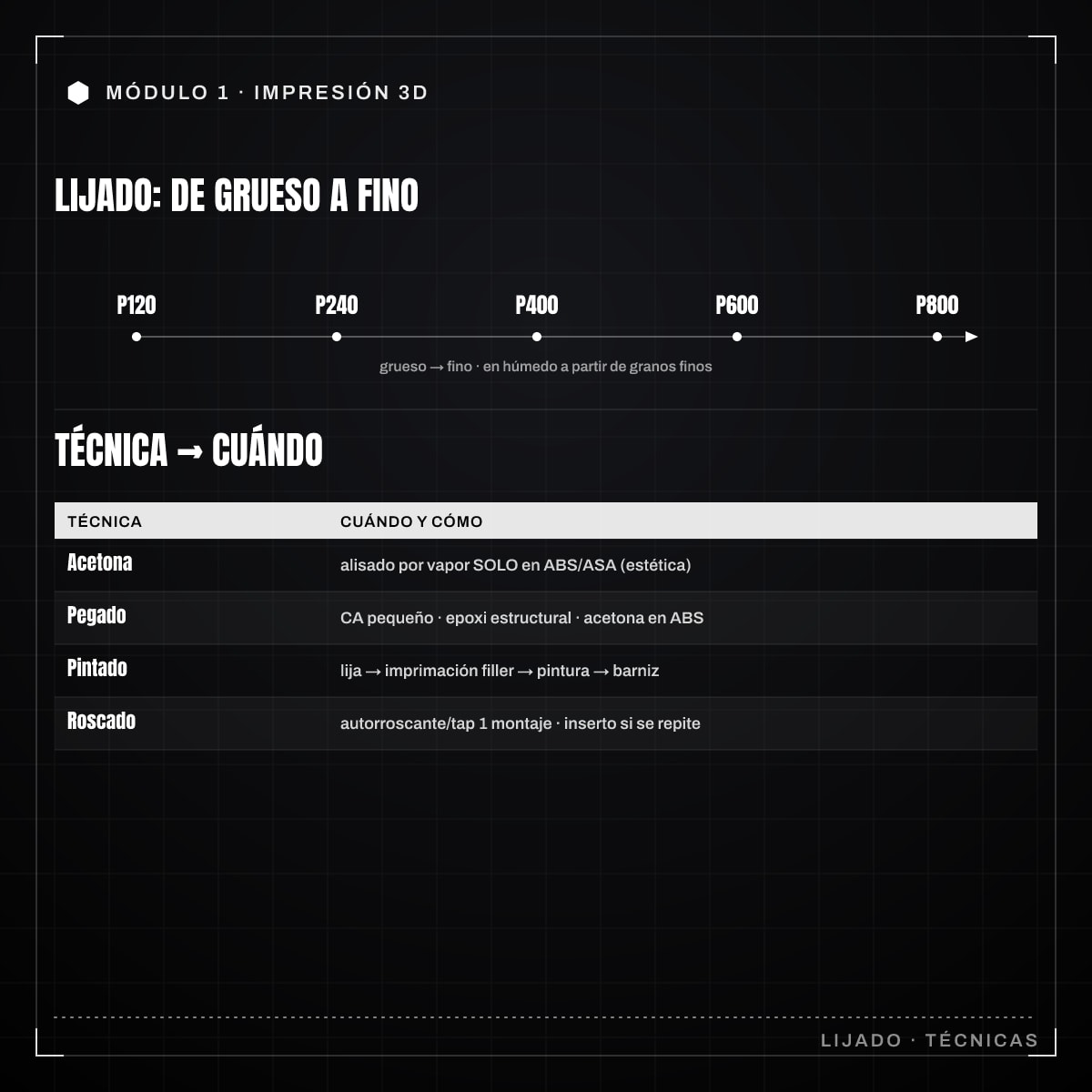
Post-procesado: lijado, acetona (ABS/ASA), pegado multi-parte, pintado, roscado manual
Una pieza recién salida de la impresora rara vez es el producto final. El post-procesado es lo que convierte una impresión con líneas de capa visibles en algo acabado: liso, pintado, montado y con roscas. No todas las piezas lo necesitan, pero conviene dominar las técnicas para cuando el acabado importa. Trabaja siempre con protección: gafas, mascarilla adecuada y ventilación, sobre todo con químicos y polvo.
El lijado es la base de casi todo acabado. Reduce o elimina las líneas de capa y prepara la superficie para pintar.
El lijado no arregla geometría, solo textura. Si la pieza tiene defectos de relleno o huecos, primero rellena con masilla.
El ABS y el ASA se disuelven con acetona, y eso permite un acabado característico: el alisado con vapor (vapor smoothing). Los vapores de acetona reblandecen la superficie, las líneas de capa se funden entre sí y la pieza queda brillante y casi como inyectada.
Es la gran ventaja de imprimir en ABS/ASA cuando buscas acabado liso sin lijar.
Cuando una pieza no cabe en la cama o conviene imprimirla en trozos, los unes después. La elección del adhesivo depende del material:
Diseña las piezas con espigas y alojamientos (pins) o lengüetas para alinearlas: pegar a tope superficies planas grandes es frágil y difícil de centrar.
Para un buen pintado, la preparación manda más que la pintura:
Comprueba que la pintura sea compatible con el plástico y, ante la duda, prueba en una zona escondida.
Para roscas en plástico tienes tres caminos según la exigencia:
Como regla: uniones de un solo montaje, autorroscante o tap; uniones que se abren y cierran muchas veces, inserto de latón.
No sobre-proceses. Una pieza funcional interna no necesita lijado ni pintura. Reserva el alisado con acetona, la imprimación y el pintado para lo que se ve, y aplica roscado o insertos solo donde haya uniones atornilladas reales. El mejor post-procesado es, muchas veces, el que evitas diseñando e imprimiendo bien desde el principio.
Del blog al libro Este post forma parte del temario de OpenSCAD para electrónica. El libro completo incluye la biblioteca completa de cutouts reutilizables y todos los archivos .scad descargables.
Ver el libro 
Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.