12 June 2026 Módulo 1 · Impresión 3D

08 June 2026
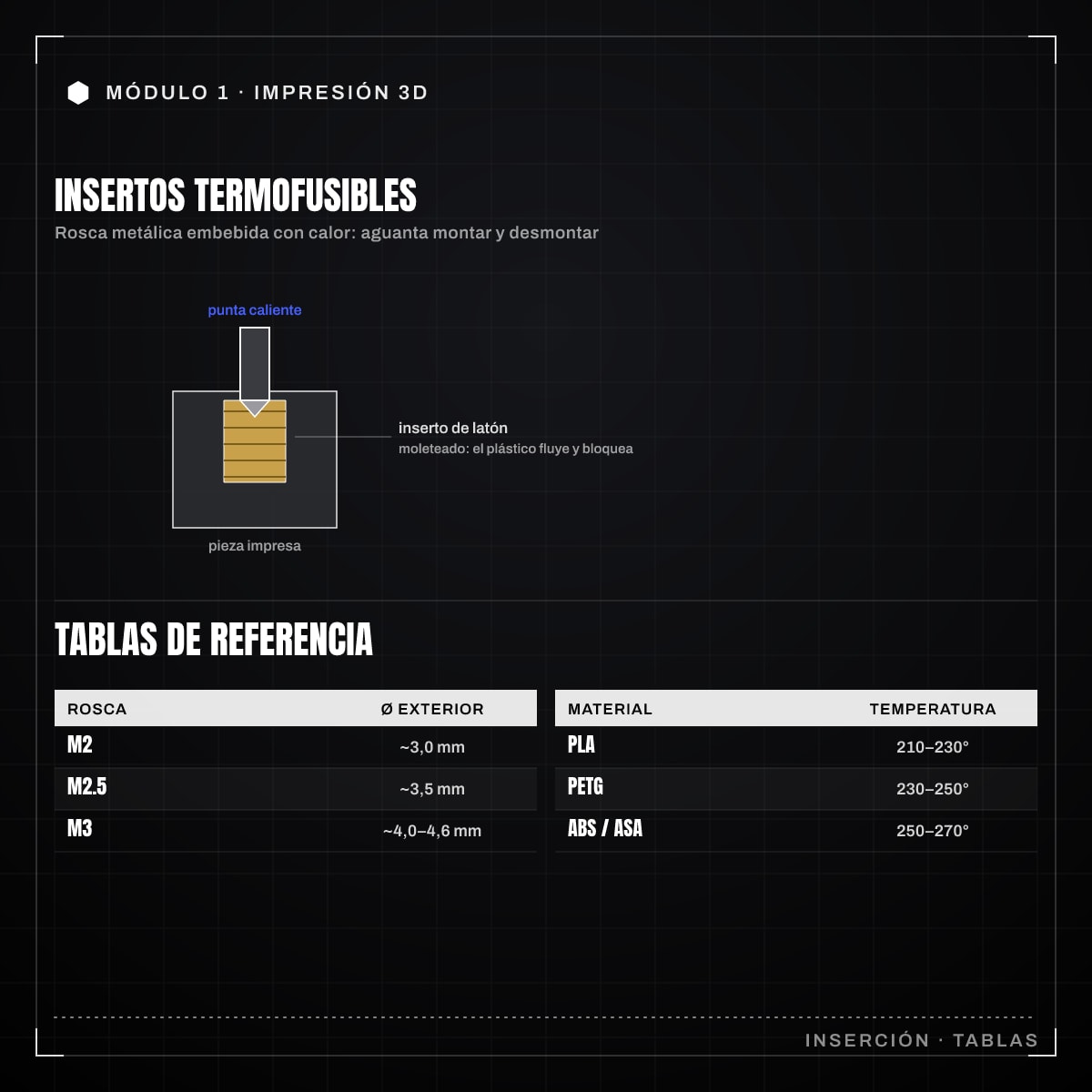
Insertos de latón termofusibles: tipos (M2, M2.5, M3), herramienta, diseño del agujero, técnica de inserción
Roscar directamente un tornillo en plástico impreso funciona una vez. A la segunda o tercera vez que aprietas, la rosca de plástico se pasa y la unión muere. Los insertos de latón termofusibles (heat-set inserts) resuelven justo eso: una rosca metálica embebida en la pieza que aguanta montajes y desmontajes repetidos. La diferencia es de fondo: roscar en plástico apuesta toda la unión a la propia pieza impresa, que es lo que falla; el inserto traslada el esfuerzo del tornillo a una rosca de metal, que es la unión duradera. Son la forma estándar de hacer uniones atornilladas robustas en FDM.
Un inserto termofusible es un casquillo de latón con rosca interior métrica y una superficie exterior moleteada (texturizada con estrías y, a menudo, escalones, para agarrar mejor el plástico). Se instala con calor: al calentarlo, funde el plástico circundante, que fluye entre las estrías y, al enfriar, lo bloquea mecánicamente en su sitio. El latón se elige porque conduce bien el calor (se calienta rápido y uniforme), es maquinable para roscas precisas y resiste el desgaste de muchos atornillados.
Los insertos se nombran por la rosca métrica interior que ofrecen: M2, M2.5, M3, M4, M5. En electrónica y piezas pequeñas, el M3 es el caballo de batalla; el M2 y M2.5 para montajes finos, y M4/M5 para uniones con más carga.
Cada rosca tiene un diámetro exterior mayor, que es el que determina el agujero que debes diseñar. Valores orientativos de diámetro exterior:
| Rosca | Diámetro exterior aprox. |
|---|---|
| M2 | ~3,0 mm |
| M2.5 | ~3,5 mm |
| M3 | ~4,0-4,6 mm |
| M4 | ~5,6-6,0 mm |
| M5 | ~6,4-7,5 mm |
Los diámetros exactos varían entre fabricantes y series (los hay cortos, largos, cónicos y rectos), así que consulta siempre la hoja de datos del inserto concreto que compres. No todos los M3 son iguales.
Para instalarlos necesitas calor controlado y una punta que case con el inserto:
Una punta plana de soldador improvisada sirve en un apuro, pero cuesta mantener el inserto recto y centrado.
La regla práctica: ajusta el soldador a unos 10-20 °C por encima de la temperatura de impresión del material, lo justo para que el plástico funda y fluya sin quemarse. Valores orientativos:
| Material de la pieza | Temperatura de inserción aprox. |
|---|---|
| PLA | ~210-230 °C |
| PETG | ~230-250 °C |
| ABS / ASA | ~250-270 °C |
Si la punta está demasiado fría, empujarás y el inserto se torcerá o no asentará; demasiado caliente, y el plástico burbujea, se quema y pierde agarre. Ve al valor más bajo que funda con facilidad.
El agujero es la clave de una buena inserción. Errores aquí no se arreglan con técnica.
Un truco: pasa primero el tornillo definitivo por el inserto antes de empujar; te da un mango para mantenerlo recto y, si sobra plástico, evita que la rosca se obstruya.
Con el agujero bien diseñado, la temperatura adecuada y una inserción recta y paciente, tendrás roscas metálicas fiables en piezas impresas, listas para montarse y desmontarse muchas veces.
Del blog al libro Este post forma parte del temario de OpenSCAD para electrónica. El libro completo incluye la biblioteca completa de cutouts reutilizables y todos los archivos .scad descargables.
Ver el libro 
Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.