12 June 2026 Módulo 1 · Impresión 3D

09 June 2026
Diseño para FDM: orientación, soportes, bridges, overhangs, grosor mínimo de pared. Tolerancias de encaje (press-fit, snap-fit, deslizante). Tolerancias para piezas móviles (0.2mm vs 0.4mm boquilla). Elephant foot en slicer
Diseñar para FDM no es diseñar para luego imprimir: es diseñar sabiendo cómo imprime la máquina. El proceso deposita material capa a capa de abajo arriba, y esa simple realidad condiciona la orientación, los voladizos, las paredes y las tolerancias. Si diseñas ignorándola, pelearás con soportes y fallos toda la vida.
Antes de geometría, decide cómo se apoya la pieza en la cama. La orientación afecta a tres cosas a la vez:
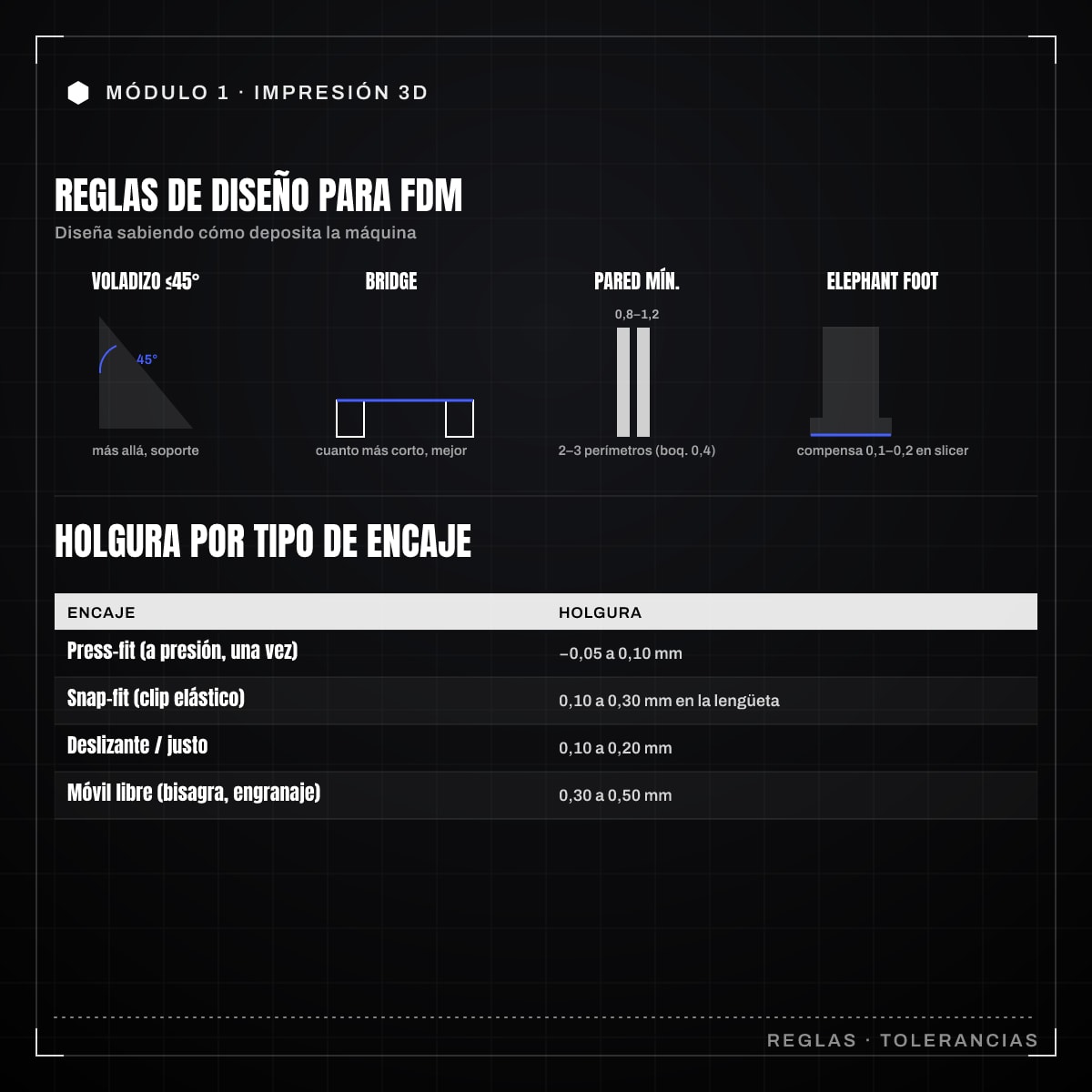
Cada capa se apoya sobre la anterior. Si una pared se inclina hacia fuera, llega un punto en que el cordón cuelga sin apoyo suficiente. La referencia práctica es la regla de los 45 grados: ángulos respecto a la vertical de hasta unos 45° se imprimen bien sin soporte; más allá, la calidad cae y necesitas ayuda.
Diseña chaflanes en lugar de salientes bruscos siempre que puedas. Convertir un saliente recto en un chaflán a 45° elimina la necesidad de soporte y mejora el acabado.
Un bridge es un tramo horizontal de material tendido entre dos apoyos, sin nada debajo. La impresora estira el filamento de un extremo a otro y este se sostiene por tensión mientras enfría. Funcionan sorprendentemente bien hasta cierta distancia (decenas de milímetros con buena refrigeración). Para favorecerlos: orienta el puente lo más corto posible y asegúrate de que el ventilador de capa sopla bien.
Cuando no hay forma de evitar un voladizo, usas soportes: estructuras temporales que la impresora construye debajo y que retiras después. Consejos:
La pared no puede ser más fina que el cordón que extruye la boquilla. Con la boquilla estándar de 0,4 mm, una pared sólida fiable es de al menos 0,8-1,2 mm (dos o tres perímetros, es decir, las paredes exteriores que el slicer traza contorneando la pieza antes de rellenarla). Diseñar una pared de 0,5 mm obliga al slicer a improvisar: puede dejar huecos o saltarse el tramo. Como regla, haz que el grosor de pared sea múltiplo del ancho de extrusión.
Aquí está el corazón del diseño funcional. Recuerda que en FDM los agujeros salen más pequeños que la cota dibujada (0,1-0,3 mm) y las salientes algo mayores. Por eso debes añadir holgura según el tipo de encaje:
| Encaje | Holgura orientativa |
|---|---|
| Press-fit (a presión, una vez) | de -0,05 a 0,10 mm |
| Snap-fit (clip elástico) | 0,10-0,30 mm en la lengüeta |
| Deslizante / justo | 0,10-0,20 mm |
| Móvil libre | 0,30-0,50 mm |
Para snap-fit (la unión a presión por clip: una lengüeta que flexa al montar y vuelve a su sitio para enganchar, como la tapa de un mando), además de la holgura, importa la geometría: una lengüeta flexible necesita longitud para flexar sin romper, y conviene orientarla para que la flexión no actúe contra las líneas de capa, justo por la anisotropía vista al principio.
Para piezas que deben moverse entre sí (bisagras, engranajes, encajes deslizantes), la holgura mínima fiable está ligada al ancho de extrusión, no solo al nominal. Con una boquilla de 0,4 mm el ancho de cordón ronda 0,42-0,45 mm, así que una holgura de 0,2 mm ya es viable para movimiento, mientras que con cordones más anchos necesitarás más.
Una boquilla más fina (0,2 mm) da paredes y detalles más finos y permite holguras menores, a costa de mucho más tiempo de impresión. Una de 0,4 mm es el equilibrio estándar; la usarás para casi todo.
El elephant foot (“pie de elefante”) es el ensanchamiento de las primeras capas: la cama caliente y el peso aplastan el material, y la base sale más ancha que el resto. Arruina encajes en la zona inferior. Soluciones desde el slicer:
Piensa la pieza desde su orientación, evita voladizos mayores de 45°, dimensiona paredes en función de la boquilla, añade la holgura correcta a cada encaje y controla el elephant foot en el slicer. Con eso, lo que diseñes saldrá montable a la primera mucho más a menudo.
Del blog al libro Este post forma parte del temario de OpenSCAD para electrónica. El libro completo incluye la biblioteca completa de cutouts reutilizables y todos los archivos .scad descargables.
Ver el libro 
Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.