12 June 2026 Módulo 1 · Impresión 3D

10 June 2026
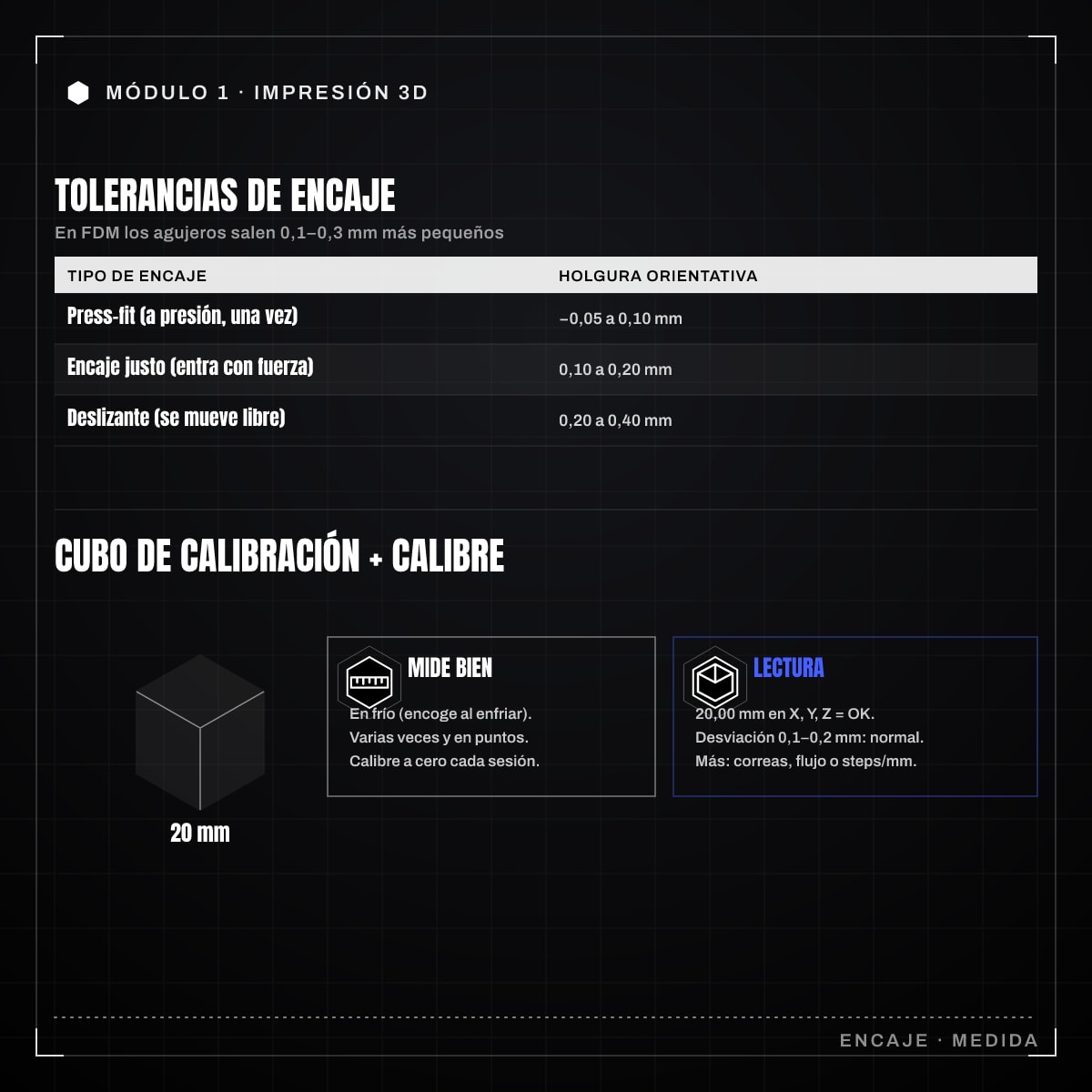
La primera pieza funcional: cubo de calibración, test de tolerancias, pieza con agujeros para tornillos. Medir con calibre
Imprimir un modelo bonito es satisfactorio, pero una pieza funcional es otra cosa: tiene que medir lo que dice el plano y encajar con tornillos, ejes u otras piezas. Para llegar ahí necesitas dos herramientas mentales y una física. Las mentales son entender la calibración y las tolerancias; la física es un calibre (pie de rey, la herramienta de medida de centésimas de milímetro que viste en el módulo 0).
El primer paso ritual de cualquier impresora nueva es el cubo de calibración: un cubo de 20 x 20 x 20 mm, a veces con las letras X, Y, Z grabadas en sus caras. No es decoración: es una pieza de medida.
Imprímelo con el material y el perfil que vas a usar de verdad y, cuando enfríe, mide cada eje con el calibre:
El cubo también revela problemas de calidad: ringing (ecos en las paredes tras las esquinas), elephant foot (base ensanchada) o esquinas redondeadas por exceso de temperatura.
Pero el cubo solo dice la verdad si lo mides bien. De nada sirve imprimir la pieza de control si la lectura del calibre es aproximada, así que antes de sacar conclusiones conviene fijar el método de medida.
El calibre es tu instrumento de verdad. Unas reglas para que las medidas signifiquen algo:
Un pie de rey digital de resolución 0,01 mm es suficiente y barato. La repetibilidad importa más que la cifra de precisión del fabricante.
La gran lección de las piezas funcionales es que el FDM no imprime las cotas exactas que dibujas. Cuando la boquilla traza un círculo, el cordón redondeado abomba ligeramente hacia dentro, así que los agujeros salen más pequeños de lo diseñado, típicamente entre 0,1 y 0,3 mm menos. Las paredes externas, en cambio, tienden a salir algo más grandes.
Para conocer el comportamiento real de tu máquina, imprime un test de tolerancias: una pieza con varias clavijas y agujeros separados por incrementos de holgura (0,1 mm, 0,2 mm, 0,3 mm, 0,4 mm). Prueba cuál encaja como quieres y anota ese valor. A partir de ahí tendrás referencias fiables:
| Tipo de encaje | Holgura orientativa (sobre nominal) |
|---|---|
| Press-fit (a presión, montaje único) | de -0,05 a 0,10 mm |
| Encaje justo (entra con algo de fuerza) | 0,10-0,20 mm |
| Deslizante (se mueve libre) | 0,20-0,40 mm |
Estos números dependen de tu impresora, material y boquilla, por eso el test propio es insustituible.
Vamos a lo concreto: una placa o soporte con agujeros pasantes para tornillos. Aquí se juntan todos los conceptos anteriores.
Imprime, mide cada agujero con el calibre y comprueba que el tornillo entra como esperabas. Si va justo, aumenta el diámetro 0,1 mm y reimprime. Esa iteración (imprimir, medir, ajustar) es exactamente el ciclo de trabajo de cualquier pieza funcional.
Con un cubo de calibración verificas que la máquina dimensiona bien; con un test de tolerancias aprendes la holgura real para cada tipo de encaje; y con el calibre conviertes impresiones en piezas que de verdad encajan. A partir de aquí, diseñar para que algo funcione deja de ser cuestión de suerte.
Del blog al libro Este post forma parte del temario de OpenSCAD para electrónica. El libro completo incluye la biblioteca completa de cutouts reutilizables y todos los archivos .scad descargables.
Ver el libro 

Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.