12 June 2026 Módulo 1 · Impresión 3D

11 June 2026
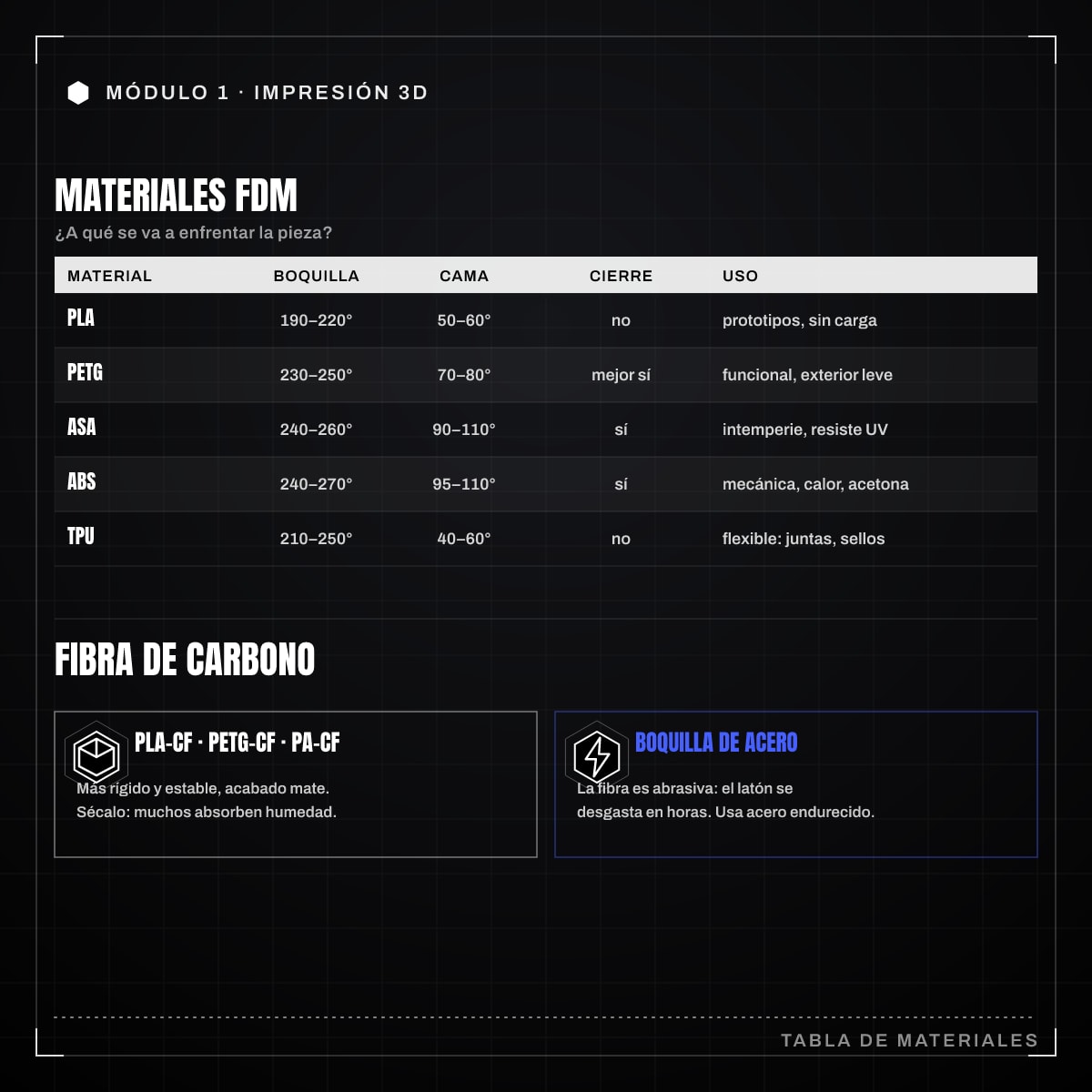
Materiales: PLA, PETG, ASA, TPU. Propiedades, temperaturas, uso. Annealing de PLA para resistencia térmica. Filamentos con fibra de carbono y desgaste de boquilla (acero endurecido)
Elegir bien el material es la mitad del trabajo. Una pieza diseñada de forma impecable falla si la imprimes en un plástico que no aguanta su entorno. En FDM trabajarás casi siempre con cuatro familias: PLA, PETG, ASA y TPU. Cada una tiene un perfil de temperatura, una resistencia y unos usos donde brilla.
| Material | Boquilla | Cama | Cerramiento | Uso típico |
|---|---|---|---|---|
| PLA | 190-220 °C | 50-60 °C | No necesario | Prototipos, piezas decorativas, montajes sin carga térmica |
| PETG | 230-250 °C | 70-80 °C | Recomendable | Piezas funcionales, exterior moderado, contacto alimentario |
| ASA | 240-260 °C | 90-110 °C | Imprescindible | Exterior, resistencia UV, piezas de automoción |
| ABS | 240-270 °C | 95-110 °C | Imprescindible | Mecánica, calor, acetona como acabado |
| TPU | 210-250 °C | 40-60 °C | No necesario | Flexibles, juntas, amortiguación, protecciones |
Toma estos rangos como punto de partida. Cada marca afina sus valores, así que empieza por el centro del rango y ajusta de 5 en 5 grados según resultados.
El PLA (ácido poliláctico) es el material de entrada por buenas razones: imprime fácil, no necesita cerramiento, casi no alabea y huele poco. Su gran limitación es la resistencia térmica: su temperatura de transición vítrea (Tg, la temperatura a partir de la cual el plástico empieza a reblandecerse y pierde rigidez) ronda los 60 °C, así que una pieza de PLA dentro de un coche al sol se deforma. Es rígido pero frágil ante impactos. Ideal para prototipar geometría y para piezas que no sufren calor ni golpes.
Si necesitas más resistencia térmica sin cambiar de material, puedes recocer (annealing) el PLA: mantenerlo a una temperatura entre su Tg y su punto de fusión durante un tiempo para aumentar su cristalinidad (la fracción del material cuyas cadenas se han ordenado en una estructura regular, que es la parte que aporta rigidez y aguante térmico). En la práctica se usan 80-110 °C en horno. El efecto es real: la cristalinidad puede pasar de menos del 10 % a cerca del 30 %, y la pieza aguanta entre 20 y 30 °C más antes de deformarse, además de ganar rigidez.
El precio a pagar es la contracción y deformación: la pieza encoge ligeramente y puede combarse. Diseña con sobremedida, recuece despacio y, si puedes, hazlo sobre un molde o lecho de arena que la sujete. No lo apliques a piezas con tolerancias finas de encaje.
El PETG es el salto natural cuando el PLA se queda corto. Resiste mejor el calor (Tg sobre 80 °C), absorbe golpes en vez de partirse y aguanta humedad y químicos suaves. Por eso se usa en piezas funcionales, soportes de exterior moderado y recipientes. A cambio es más quisquilloso: tiende a formar hilos (stringing) y se pega tanto a la cama que conviene usar una capa separadora o una lámina texturizada para no arrancar el PEI. Seca el filamento si ves burbujas o chasquidos al imprimir.
El ASA es el material de exterior por excelencia. Su gran ventaja frente al ABS es la resistencia a los rayos UV: no amarillea ni se vuelve quebradizo al sol, así que es la elección para piezas que viven a la intemperie. Comparte con el ABS la necesidad de cerramiento (una carcasa cerrada alrededor de la zona de impresión, el enclosure, que retiene calor y aísla de corrientes de aire) y cama muy caliente, porque alabea con facilidad y libera vapores que conviene ventilar. Buena resistencia mecánica y térmica.
El TPU es un termoplástico flexible. Lo eliges cuando necesitas que la pieza doble, amortigüe o selle: juntas, tapas a presión, protecciones, ruedas. Su dureza se mide en la escala Shore (un 95A es flexible pero manejable; valores más bajos son cada vez más blandos). Imprímelo despacio y, preferiblemente, con extrusor directo, porque un sistema Bowden tiene problemas para empujar un filamento blando.
Los filamentos reforzados con fibra de carbono (PLA-CF, PETG-CF, PA-CF) añaden fibras cortas a la matriz plástica. El resultado es mayor rigidez, mejor estabilidad dimensional y un acabado mate atractivo. Pero esas fibras son abrasivas y desgastan rápidamente la boquilla de latón estándar.
La regla es clara: para imprimir compuestos con fibra necesitas una boquilla de acero endurecido (o con punta de rubí). Una boquilla de latón de 0,4 mm se desgasta en pocas horas con material abrasivo, y al ensancharse arruina la precisión dimensional. Ten en cuenta también que algunos fabricantes desaconsejan imprimir fibra reforzada sin actualizar extrusor y hotend a versiones preparadas para ello. Y como muchos de estos materiales (sobre todo los basados en nailon) absorben humedad con avidez, sécalos antes de imprimir.
Resume tu decisión en una pregunta: ¿a qué se va a enfrentar la pieza? Sin calor ni golpes, PLA. Funcional con algo de exigencia, PETG. Intemperie y sol, ASA. Que flexe o selle, TPU. Y si necesitas rigidez extrema y vas a imprimir fibra, prepara la boquilla de acero antes de empezar.
Del blog al libro Este post forma parte del temario de OpenSCAD para electrónica. El libro completo incluye la biblioteca completa de cutouts reutilizables y todos los archivos .scad descargables.
Ver el libro 

Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.