11 June 2026 Módulo 1 · Impresión 3D

12 June 2026
Setup de impresora y slicer: anatomía FDM, montaje Bambu P1S, calibración, Bambu Studio y OrcaSlicer. Primer print
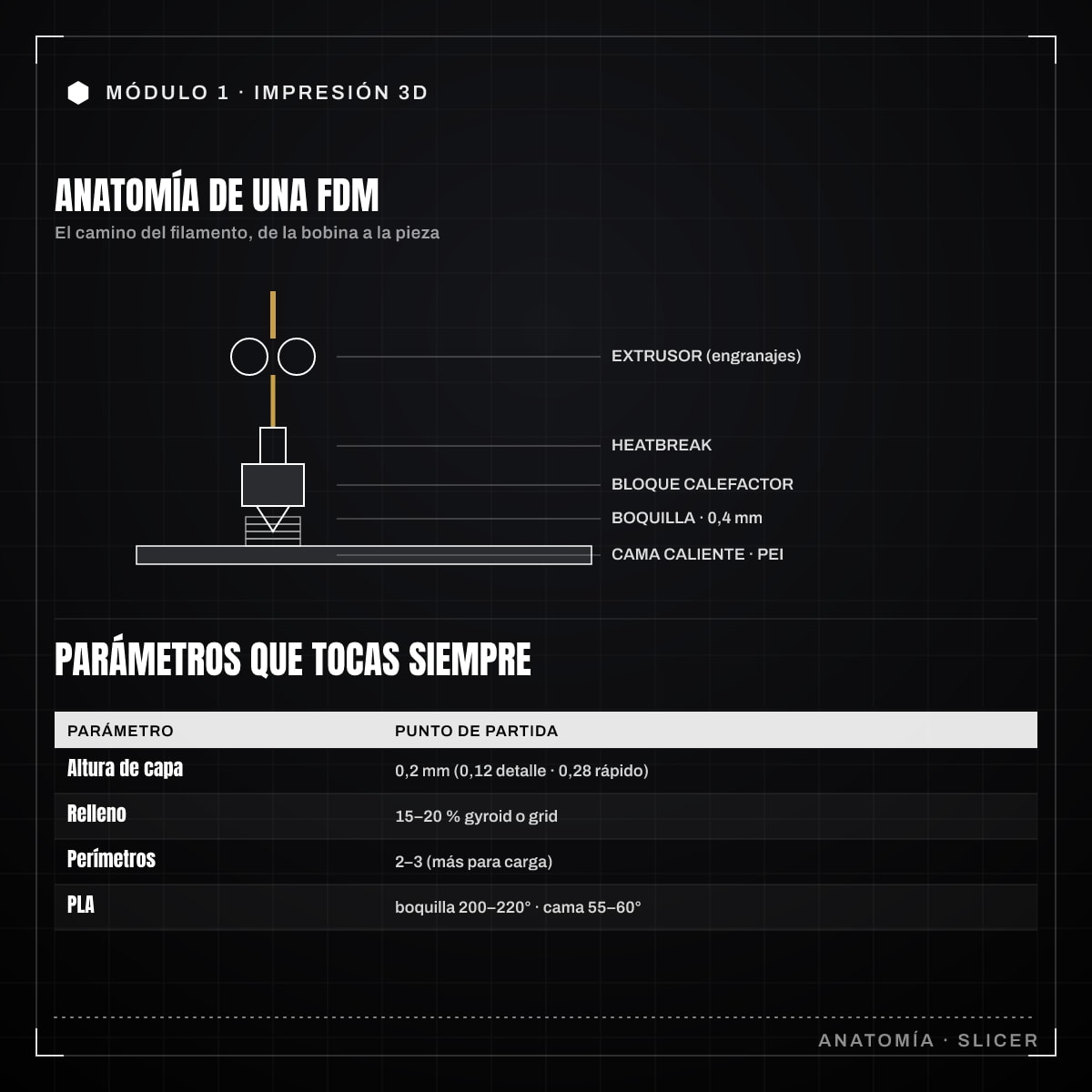
Una impresora FDM (modelado por deposición fundida) construye piezas capa a capa: empuja un filamento de plástico a través de un extrusor, lo funde en un bloque caliente llamado hotend y lo deposita por una boquilla sobre una cama caliente. Entender esta cadena es lo primero, porque cada problema que verás más adelante nace de algún punto de ella.
Conviene saber por qué hoy estas máquinas son asequibles: la técnica FDM la patentó Scott Crump, cofundador de Stratasys, en 1989, y cuando esa patente expiró en 2009 estallaron las impresoras de escritorio baratas y los proyectos abiertos como RepRap. “FDM” sigue siendo marca registrada de Stratasys, así que el mundo libre usa el sinónimo FFF (fabricación con filamento fundido) para exactamente lo mismo.
Antes de tocar nada, identifica las partes y para qué sirven:
La P1S es una CoreXY cerrada con un volumen de impresión de 256 x 256 x 256 mm, cama de PEI texturizado y compatible con el sistema multimaterial AMS (Automatic Material System, el cargador que alimenta y conmuta varias bobinas de filamento de forma automática). Viene casi montada, así que el trabajo real es de puesta a punto. La anatomía genérica del apartado anterior se concreta aquí en una máquina real:
El chasis cerrado importa: retiene calor, lo que ayuda con materiales como ABS o ASA y reduce corrientes de aire que provocan alabeo.
La P1S automatiza casi todo, pero conviene saber qué hace cada paso:
En impresoras manuales (Ender 3 y similares) tendrás que nivelar la cama con papel y ajustar el Z-offset a mano, pero el objetivo es el mismo: que la primera capa quede bien aplastada y pegada.
El slicer corta tu modelo en capas y genera el G-code (el listado de instrucciones de movimiento, temperatura y extrusión que la impresora ejecuta línea a línea). El modelo 3D, que diseñarás en CAD en el módulo 2, entra por un lado y sale convertido en órdenes para la máquina. Los slicers más usados:
| Slicer | Notas |
|---|---|
| Bambu Studio | Oficial de Bambu Lab, perfiles afinados para la P1S, control de AMS |
| OrcaSlicer | Bifurcación de Bambu Studio, muy popular, añade tests de calibración integrados |
| PrusaSlicer | Maduro y estable, base de muchos otros |
| Cura | De UltiMaker, multitud de impresoras soportadas y gran comunidad |
Para la P1S empieza con Bambu Studio u OrcaSlicer: comparten motor y los perfiles son intercambiables.
No reinventes nada en el primer intento. Imprime el modelo de prueba que trae la máquina (en la P1S, el cubo o el llavero precargado). Sirve para confirmar tres cosas:
Si la primera capa sale despegada o demasiado aplastada, ajusta el Z-offset antes de seguir. Con esa base sólida, ya tienes la impresora lista para producir piezas reales.
Del blog al libro Este post forma parte del temario de OpenSCAD para electrónica. El libro completo incluye la biblioteca completa de cutouts reutilizables y todos los archivos .scad descargables.
Ver el libro 

Estamos preparando algo. Vuelve pronto.
Novedades y montajes.
Directo a tu correo.
Sin spam.
Sin anuncios.
Al suscribirte aceptas recibir correos del taller. Puedes darte de baja cuando quieras.